MEEG 655/855: Principles of Composites Manufacturing
Due Date: Lecture4 (Sept. 8th)
I: Answer in one to two sentences
1.What are the two major ingredients of a composite material? What
characteristics of these ingredients enhance the properties of the composite
material?
2.Is it easier to inject a thermoplastic or thermoset resins through a tightly knit fiber preform? Why?
3.Which one of the following has more influence on the mathematical modeling of the manufacturing process: (a) the fiber material (e.g., glass or carbon), or (b) whether the fibers are discontinuous or continuous? Why?
4.List the main differences between thermoplastic and thermoset resins that influence their processing?
5.What is the difference in terms of flow modeling between short fiber composites, thermoset matrix advanced composites and thermoplastic matrix composites?
6.List critical issues in injection molding process. What important physics you would have to consider formulating a model to address these issues?
7.What is the major difference between Injection Molding and Extrusion?
8.What are some of the advantages and disadvantages of compression molding as compared with injection molding?
9.What do you understand by precursor material? Provide sketches of five of them and mention the processes in which they are used.
10.List important transport and critical issues in thermoset filament winding, autoclave processing and liquid composite molding. Name at least two issues that are common to all the thermoset processes listed above and name at least one issues that is specific to each individual process.
II.You have been asked to select a composite manufacturing process due to your familiarity with the processes as a result of the course you took at the University of Delaware. Your company is considering the option to make the following 5 components and would like you to recommend which process should be considered with a single sentence explanation as to why you selected that process.
1.Short fiber reinforced dashboards for the new Acura car.
2.Telephone poles for the city of Newark
3.I-beams with complex curvatures for Ford Passenger Vans
4.Axi-symmetric casing for the rocket motor
5.Recycleable door panels for the Mercedes Benz.
III. Composite materials are replacing traditional materials in many applications. List at least 10 examples of composite material use in different applications. Also state the reason for the replacement. Can you think of a component or an application that is currently not being made of composite materials but will benefit greatly if it was ?
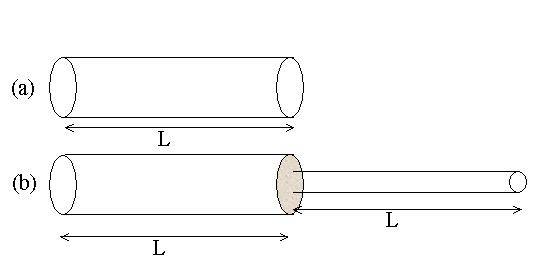
Resin of viscosity 1 Poise is made to flow through a tube of radius
R from a bucket at atmospheric pressure by applying a perfect vacuum at
the other end. The length of the tube is L.
(a) Calculate the steady state flow rate of the resin through the tube
if R= 4 mm and L= 30 cm.
(b) Now if you attach a second tube of R= 2mm and L= 30cm at the end
of the first tube through an air tight fitting, by what percentage will
the flow rate reduce by as compared to the flow rate in part (a)?
2. PERMEABILITY CHARACTERIZATION EXPERIMENT (80%) (outreach students- skip this problem)
The goal is to find the permeability of a glass fabric in one of its principal directions. The permeability characterization experiment will be performed for a selected fiber volume fraction with the fluid being injected under constant injection pressure. A video camera will record the visible flow front progression through the transparent mold lid. A scale may be placed along the mold length to later extract the information of location of the flow front as a function of time
Steps in the procedure
MATERIAL AND PROCESS INFORMATION
Reinforcement material:Fiberglass
Random Mat
Density: 2570 kg/m3
Aerial weight: to be measured
Number of layers: 2
Mold: Cavity thickness: 3.2 mm
Width: 206.4 mm
Resin system:Mixture of corn syrup and water
Viscosity: to be measured
Injection pressure to be obtained during the experiment: 10-15 psi (Please DO NOT exceed)
I.Measure
the aerial weight of the preform used and deduce its porosity value for
the experiment using the dimensions of the mold
II.Conduct
the experiment in a group of 3 or 4 and save the data collection video
of the experiment (bring a memory stick or a zip disk)
III.Find
the permeability of the preform for the fiber volume fraction you used.
Show all your calculations on how you obtained the permeability value.
List possible errors in your experiments and recommend how you would improve
the experiment. The group can share the experimental data but the report
should be written individually.
Outreach students only do Problems II and III
not for in-class students!
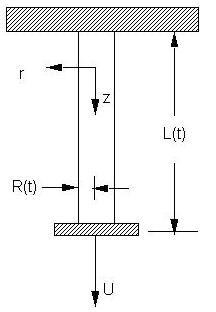
II. Consider unidirectional stretching of a cylinder as shown in the
figure below. At any time, t, assume that R(t) is independent of z.
(a) Using only the conservation of mass show that the velocity field
is given by
uz = U *z/L(t)
and ur = - U *r/2*L(t)
b) find the components of the strain rate tensor
c) Neglecting surface tension and inertia, calculate the force F required to pull the Newtonian Viscous cylinder.
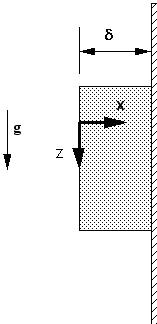
III. A layer of fluid with thickness d (delta) flow down a vertical wall as shown below. Gravity acts to pull the fluid down the wall.
a.Find and sketch the velocity distribution for a Viscous Newtonian
fluid of viscosity m (mu).
b. If you can measure the flow rate, what will be its thickness d (delta)
in terms of viscosity and the flow rate Q
Notes:
· You can check the E-Calc lab schedule at this website:
o http://www.engr.udel.edu/eCALC/
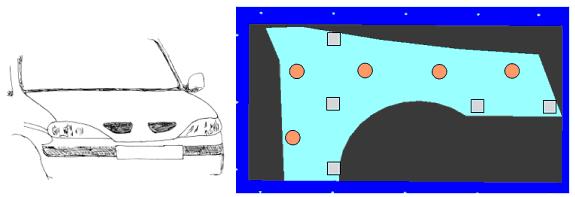
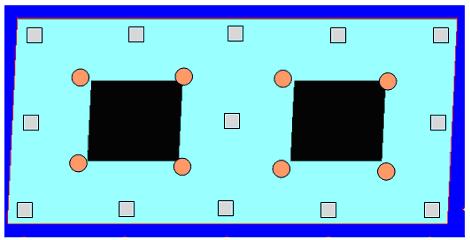
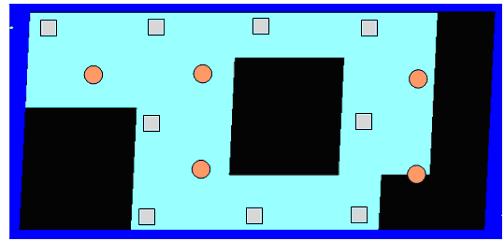
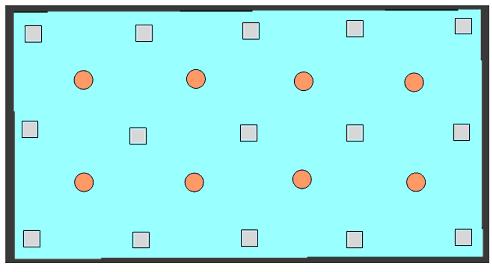
· In the class folder (_MEEG655_fall05), is a power point file
summarizing the information presented on how to use LIMS. The end of this
document contains specific info on simulating the vent effects.
· An additional power point file in the Assignment sub-directory
shows all of the 5 geometries with the gate and vent node numbers listed.
· You can set a gate by specifying the node number by selecting
the node
select by number menu.
I.Heating of a composite between two aluminum
plates
Consider a glass-polypropylene composite 0.3 cm thick at room temperature of 25C to be heated by conduction by aluminum platens held at 150C.
1. How long will it take for the midplane of the glass-polypropylene
composite containing 50% glass fibers to reach 125C?.
2.If the composite contained 50% carbon fibers instead
of glass fibers, how long would you wait until the center reaches 125C?.
3.If these composites were placed in an oven at 200C,
estimate the time it would take to heat the composite to 175C. Assume
the heat
transfer coefficient between the air and the
composite is 5 W/mK (For glass and Carbon properties please check the web/library/text)
II. Viscosity Measurements:
Below you are given some of the measurements made using a cone and
plate viscometer of the torque and angular velocities. The radius of the
plate is 1 cm and the angle of the cone is 9 degrees (pi/20)
Torque (N-m)
angular Speed (rad/s)
2.08E-05 0
.015707963
2.08E-04
0.157079633
6.53E-04
1.570796327
2.12E-03
15.70796327
6.47E-03
157.0796327
a.Find the two parameters if one were to use a two parameter
power-law model
b.Using the power-law model determine the pressure drop required
to pump this material at a flow rate of 100 cc/s through a circular tube
of radius 1 cm that is one meter long.
c. What would be your calculation for the pressure drop if you had
assumed the fluid to be Newtonian?
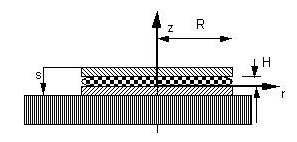
III. Squeeze Flow with Slip Boundary Condition
Consider a polymer being squeezed between parallel
disks. The disk surfaces are lubricated so that there is a slip boundary
condition
in the radial direction. Assume inertia and
body forces are negligible. Here H<< R and s =dH/dt
a. Find velocity distribution
b. Stresses and pressure in the fluid
c. Find the total force exerted on the
upper disk exerted by the fluid.
I. The objective is to non-dimensionalize and simplify the following
energy equation for the case of flow of a viscous thermoplastic Newtonian
suspension in a cavity of length L, width W and thickness h by injection
molding. The initial temperature of the melt coming into the mold is Ti
and the wall temperature of the cavity is Tw. The injection of the material
is done under a constant flow rate of Q cc/s. The thickness h <<
L and W. Assume that ![]() is zero.
is zero.

a. Identify independent and dependent parameters
b. Choose characteristic values to non-dimensionalize these parameters
c. Non-dimensionize the equation assuming that only shear stresses
are important
d. Identify two important non-dimensional numbers (Brinkman number:
measures the role of viscous dissipation compared to conduction, and Peclet
number which measures the heat convected in the axial direction compared
to the heat conducted in the transverse direction)
e. For small Pelcet number and uniform flow and heat transfer in the
width direction, state the non-dimensional governing equation from part
(d)
f. Find the steady state non-dimensional temperature solution for Brinkman
number of 1, 10 and 100 and plot the temperature profile through
the thickness.
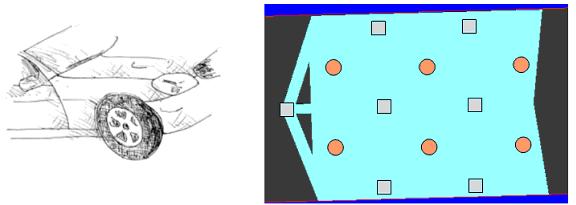
II. Consider injection molding of a plaque 1 meter long, 50 centimeters wide and 0.25 centimeters thick. The injection is at one end of the plaque all along the width as shown in the figure below.

Two different plaques are to be manufactured. First one will contain
polypropylene with 25% glass fibers which has an effective viscosity of
100 Poise and the second one contains nylon with 30% carbon fibers which
has an effective viscosity of 1000 Poise. The mold wall is held at 25C.
The polypropylene melt temperature is 175C and that of Nylon is 250C. The
effective thermal conductivity of polypropylene with 25% glass is k= 1W/mC
and that of Nylon with 30% carbon fibers is 10 W/mK. The injection rate
is held constant at 100 cc/sec.
a. Find the approximate frozen layer thickness assuming fully developed
flow away from the injection gate and the flow front for both, polypropylene
and nylon
b. Find the maximum pressure that will be required approximately to
fill the both the polypropylene and the nylon plaque.
c. If your marketing dept. wants to reduce the thickness of the plaque
by half, how much pressure will the injection molding machine have to generate
to fill the plaque under the same flow rate conditions?
pump a fluid with ? = 5 x 105 poise and operates at a screw speed of 50 rpm.
a. What is the maximum possible flow rate of the extruder under the circumstances ? What is the maximum possible pressure ?
b. A die is attached to the end of the extruder,
for which flow rate, is given as
Q = K?P/?,
where K=8.5 x 10-5 cm2. What flow rate and
pressure result ?
c. Does the flow rate and pressure in Part (b) change if the viscosity increases ?
II.. Consider impregnation of fibertows as shown in figure 1.
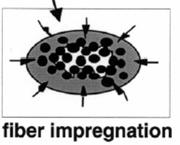
The goal is to find the time it would take to impregnate a fiber tow
of radius Ro. We can model this as flow through porous media with some
reasonable assumptions. First, we can assume that capillary forces are
negligent (pc=0). Second, we can assume that air trapped inside does not
impact a back pressure on the resin (pin=0) and we can assume that the
tow is symmetric and round and that Pout is constant on the outside as
shown in figure 2.
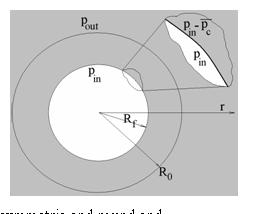
Show that the time to fill this tow will be given by
![]()
Where delta P= Pout pin, K is the permeability of the fiber tows in the radial direction, eta is the viscosity of the thermoplastic material and Vf is the fiber volume fraction inside the tow.
Calculate what fiber tow size you should ask the manufacturer of prepregs
to use, if the viscosity of the resin is 1000 Pa.s , K is ![]() and
fibers are packed in hexagonal arrangements inside the tow and you want
to fill it in less than 100 seconds. The maximum pressure you can generate
inside the mold is 100 MPa. Justify your analysis and your answer. Do you
think your answer is a conservative one considering all the assumptions
you have made?
and
fibers are packed in hexagonal arrangements inside the tow and you want
to fill it in less than 100 seconds. The maximum pressure you can generate
inside the mold is 100 MPa. Justify your analysis and your answer. Do you
think your answer is a conservative one considering all the assumptions
you have made?